武汉轻轨工程跨线桥钢梁的焊接
摘 要: 选用适当的焊接材料和工艺,通过焊接工艺评定、焊缝检测及产品试板验证,成功地完成了武汉轻轨工程跨线桥钢梁(14MnNbq) 的焊接。关键词: 轻轨;结构钢;工形梁;
2. 2 焊接方法
(1) 钢材对接:采用埋弧自动焊焊接(H08Mn2E + SJ101q , <5 mm) 。
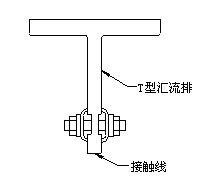
(2) T 型接头:针对钢梁为T 型全熔透焊缝的要求,其焊接采用CO2 气体保护焊打底,并反面清根,再用埋弧自动焊盖面的方法,既保证了焊缝内在质量及外观质量,又提高了焊接效率。CO2 气体保护焊采用细焊丝( <1. 6 mm) ,保证焊丝能到达坡口尖部,充分焊透;并且采用低能量、多道焊的方法,既保证焊缝金属与母材之间、焊缝金属与焊缝金属之间能充分焊透,且后道焊缝对前道焊缝有类似淬火的过程,使焊缝强度高于母材的性能,又能保证焊缝强度不至于过分超强。焊接坡口形式采用K 型不对称坡口,既保证焊缝金属能与母材熔透,又充分考虑反面清根的影响。
(3) 拼装定位采用手工点固焊, 焊条为SHJ507Ni , <3. 2 mm 。
3 焊接工艺评定试验
按上述工艺方案及焊接材料、参数,进行了焊接工艺评定,见表3 。试件焊接机械性能试验结果如下。
3. 1 拉伸试验
根据《铁路钢桥制造规范》( TB 10212 -98) 的要求,进行了对接接头的拉伸试验、对接接头及T 型接头的焊缝金属拉伸试验 ,试验结果与母材进行了比较,试验数据符合要求。
3. 2 冲击试验
根据《铁路钢桥制造规范》( TB 10212 -98) 试验项目要求和《铁路桥梁钢结构设计规范》( TB 10002. 2 -99) ,对接接头进行了-40 ℃ 冲击试验, 冲击试样缺口为V 型,位置在焊缝中心和距熔合线1 mm 处的热影响区上,试验数据与母材进行比较: 焊缝中心有一试样36 J 低于母材40 J , 根据《铁路桥梁钢结构设计规范》( TB 10002. 2 -99) 母材标准, 允许有2 个试样小于规定值,但其中小于规定值的85 % 试样只允许有一个的要求,试样36 J 大于
表3 14MnNbq 焊接材料及工艺
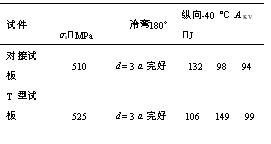
3. 3 弯曲试验
根据《铁路钢桥制造规范》( TB 10212 -98) 的规定,对接接头进行了侧弯试验,板厚为32 mm , 弯曲直径d 为试样厚度a 的3 倍,试样弯曲180°后检查未发生裂纹和断裂,符合母材要求。
3. 4 宏观断面酸蚀试验对各接头酸蚀断面进行检查,焊缝成型良好,未发现裂纹、气孔、夹渣、未熔合、未焊透等缺陷。以上几项试验结果均满足设计要求。
4 实际应用检测
(1) 焊接检测
根据试验结果,在实际焊接中,采用上述焊接工艺进行30 m 工字形钢梁焊接后,焊缝经超声波及射线(对接焊缝) 无损检测,焊缝质量达到设计要求。
(2) 产品试板检测
同时在生产过程中,按要求对对接焊缝和角焊缝各做了一组产品试板,试板的检测结果达到母材的性能要求。
5 结 论
通过焊接工艺评定试验结果、焊缝无损检测结
参 考 文 献:
[1 ] 中铁大桥局集团. 长东黄河二桥设计与施工技术[ M ]. 武汉:武汉大学出版社,2002.
原作者:周 俊,祝 岚,熊经雄